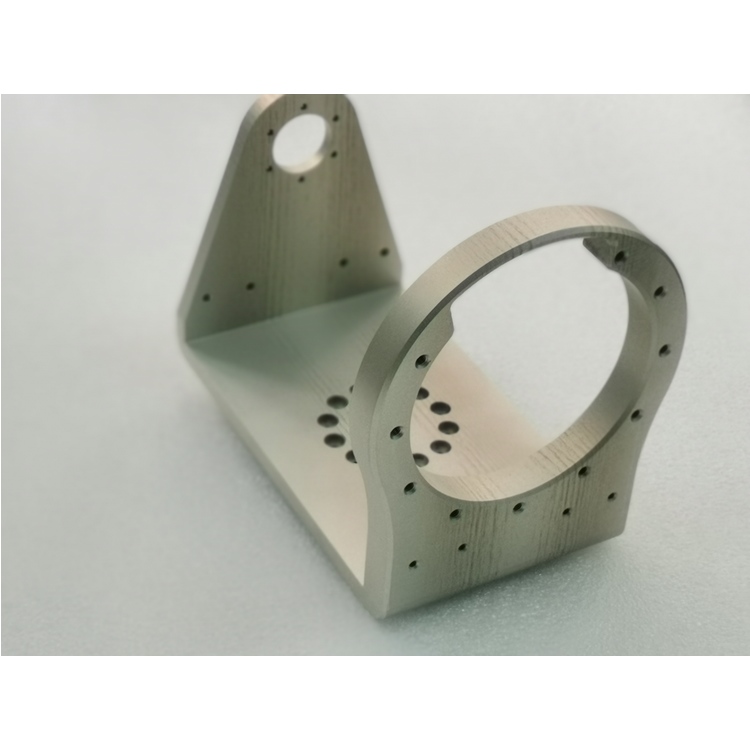
公差0.03
压制方式高压铸造
加工设备CNC加工中心
加工精度精加工
变形温度360
是否库存是
烧结温度305
加工材料铝合金,铜,不锈钢,钛合金
CNC加工(Computer Numerical Control,计算机数控加工)是一种利用计算机控制的精密加工技术,具有以下特点:
### 1. **高精度**
- CNC加工能够实现高的加工精度,通常可达到微米级别的精度,适用于对尺寸要求严格的零件制造。
### 2. **率**
- CNC机床可以连续工作,自动化程度高,减少了人工干预,提高了生产效率。
- 通过编程可以实现复杂形状的快速加工,缩短了生产周期。
### 3. **灵活性**
- 只需修改程序即可加工不同形状和尺寸的零件,适应多品种、小批量生产的需求。
- 适用于多种材料,如金属、塑料、木材、复合材料等。
### 4. **复杂形状加工能力**
- CNC加工可以完成传统加工难以实现的复杂几何形状,如曲面、三维轮廓等。
- 支持多轴联动(如3轴、4轴、5轴加工),进一步扩展了加工范围。
### 5. **一致性好**
- 由于加工过程由计算机控制,避免了人为误差,保证了批量生产时零件的一致性和稳定性。
### 6. **减少材料浪费**
- CNC加工通过的编程和路径优化,大限度地减少材料浪费,降。
### 7. **自动化程度高**
- CNC机床可以集成自动换刀、自动测量等功能,实现无人值守或半自动化生产。
### 8. **可重复性**
- 加工程序可以保存并重复使用,确保相同零件的加工结果一致。
### 9. **适用范围广**
- 适用于多种行业,如、汽车制造、模具制造、器械、电子产品等。
### 10. **减少人力需求**
- 操作人员只需掌握编程和机床操作技能,减少了传统加工中对熟练工人的依赖。
### 11. **支持多种加工方式**
- CNC技术可用于铣削、车削、钻孔、磨削、线切割等多种加工方式。
### 12. **易于集成**
- CNC机床可以与其他自动化设备(如机器人、传送带)集成,形成智能制造系统。
### 13. **成本较高**
- CNC设备和编程技术的初期投入较高,但长期来看,其效率和精度可以降低综合成本。
### 14. **对操作人员要求高**
- 需要操作人员具备一定的编程和机械加工知识,同时对设备的维护和保养要求较高。
### 总结
CNC加工以其高精度、率、灵活性和自动化等优势,成为现代制造业中的技术,特别适用于复杂零件和高精度产品的制造。
电器外壳加工的特点主要体现在以下几个方面:
1. **材料多样性**:
电器外壳的材料种类繁多,常见的有塑料、金属(如铝合金、不锈钢、镀锌钢板等)、复合材料等。不同材料的选择取决于电器产品的应用场景、功能需求和成本考虑。
2. **加工工艺复杂**:
电器外壳的加工涉及多种工艺,包括注塑成型(塑料外壳)、冲压成型(金属外壳)、CNC加工、压铸、折弯、焊接、表面处理(如喷涂、电镀、阳氧化等)等。每种工艺都有其特定的技术要求和流程。
3. **精度要求高**:
电器外壳需要与内部组件配合,因此对尺寸精度、形状精度和表面质量的要求较高。特别是在安装孔、接口位置、按键孔等关键部位,加工精度直接影响产品的装配和使用性能。
4. **表面处理要求严格**:
电器外壳的表面处理不仅影响产品的外观美观度,还涉及防腐蚀、耐磨、绝缘等功能性需求。常见的表面处理工艺包括喷涂、电镀、阳氧化、拉丝、抛光等,具体选择取决于材料和产品要求。
5. **功能性与美观性并重**:
电器外壳不仅是保护内部组件的结构件,也是产品外观设计的重要组成部分。加工时需要兼顾功能性(如散热、防水、防尘等)和美观性(如线条设计、颜色搭配、质感等)。
6. **定制化程度高**:
不同电器产品的需求差异较大,外壳的设计和加工往往需要根据具体产品进行定制。定制化加工包括形状、尺寸、材料、表面处理等方面的个性化设计。
7. **生产效率与成本控制**:
电器外壳加工通常需要大批量生产,因此生产效率和成本控制是关键。采用自动化生产线、优化工艺流程、减少材料浪费等措施可以提率并降。
8. **环保与安全性**:
电器外壳的材料和加工工艺需要,特别是塑料材料的选择和表面处理工艺应避免使用有害物质。此外,外壳的加工还需要确保产品的安全性,如防火、防触电等。
9. **散热与电磁屏蔽设计**:
部分电器外壳需要具备良好的散热性能或电磁屏蔽功能,加工时需考虑散热孔、散热片的设计,以及金属材料的电磁屏蔽效果。
10. **质量控制严格**:
电器外壳的质量直接影响产品的整体性能和用户体验,因此加工过程中需要严格的质量控制,包括尺寸检测、表面质量检查、功能测试等。
综上所述,电器外壳加工是一个多工艺、多材料、高精度、定制化的过程,需要综合考虑功能性、美观性、生产效率和成本控制等多方面因素。
PEEK(聚醚醚酮)是一种高性能的热塑性工程塑料,具有的机械性能、化学稳定性和耐高温性能。PEEK材料的加工特点主要包括以下几个方面:
### 1. **高熔点与加工温度**
- PEEK的熔点约为343°C,加工温度通常在360°C到400°C之间。
- 需要高温注塑机或挤出机进行加工,以确保材料充分熔融。
### 2. **低熔体粘度**
- PEEK的熔体粘度相对较低,易于流动,适合复杂形状的制品成型。
- 但需要控制好加工温度,避免过热导致材料降解。
### 3. **吸湿性**
- PEEK材料具有一定的吸湿性,加工前需要进行干燥处理(通常在150°C下干燥2-4小时),以防止气泡或缺陷的产生。
### 4. **结晶性**
- PEEK是一种半结晶性材料,其结晶度会影响制品的机械性能和尺寸稳定性。
- 通过控制冷却速率可以调节结晶度,快速冷却会降低结晶度,慢速冷却则提高结晶度。
### 5. **的尺寸稳定性**
- PEEK在高温下仍能保持良好的尺寸稳定性,适合制造精密零件。
- 但由于其热膨胀系数较高,设计模具时需要考虑这一点。
### 6. **耐化学腐蚀性**
- PEEK对大多数化学品具有的耐受性,但在加工过程中仍需避免接触强酸、强碱等腐蚀性物质。
### 7. **耐磨性与自润滑性**
- PEEK具有的耐磨性和自润滑性,适合制造摩擦部件,如轴承、齿轮等。
### 8. **加工方式多样**
- PEEK可以通过注塑成型、挤出成型、压缩成型、3D打印等多种方式加工。
- 注塑成型是常用的加工方法,适用于大批量生产。
### 9. **后处理要求**
- PEEK制品通常不需要额外的后处理,但可以通过退火处理(200°C左右)来消除内应力,提高尺寸稳定性和机械性能。
### 10. **环保性**
- PEEK材料可回收利用,但回收过程需要严格控制温度,以避免材料降解。
### 总结:
PEEK材料的加工需要较高的温度控制和严格的工艺管理,但其的性能使其在、器械、汽车工业等领域得到广泛应用。加工时需特别注意干燥、温度控制和冷却速率等因素,以确保制品的质量。

四轴零件加工是一种在数控机床(CNC)上进行的高精度加工技术,它利用四个运动轴(通常是X、Y、Z轴和一个旋转轴)来完成复杂零件的加工。以下是四轴零件加工的主要特点:
### 1. **复杂几何形状的加工能力**
- 四轴加工可以通过旋转轴(通常是A轴或B轴)实现工件的多角度加工,能够处理复杂的几何形状,如曲面、倾斜面、螺旋槽等。
- 相比三轴加工,四轴加工减少了工件的装夹次数,提高了加工效率和精度。
### 2. **减少装夹次数**
- 四轴加工可以通过旋转轴调整工件的位置,无需多次拆卸和重新装夹,从而减少加工时间,降低误差累积。
- 特别适用于需要多面加工的零件,如叶轮、凸轮、模具等。
### 3. **提高加工精度**
- 由于减少了装夹次数,四轴加工能够地保持工件的加工基准,从而提高整体加工精度。
- 旋转轴的加入使得能够以更合适的角度接近工件,减少干涉,提高表面质量。
### 4. **适用于复杂零件**
- 四轴加工特别适合加工复杂零件,如零件、器械、汽车零部件等,这些零件通常具有复杂的曲面和多角度特征。
### 5. **灵活性和效率**
- 四轴加工可以在一次装夹中完成多面加工,减少了加工工序,提高了生产效率。
- 对于需要多次换刀或调整角度的加工任务,四轴加工更具灵活性。
### 6. **降**
- 由于减少了装夹次数和加工时间,四轴加工可以降低人工成本和加工成本。
- 对于批量生产复杂零件,四轴加工的经济性更为明显。
### 7. **技术要求较高**
- 四轴加工需要更高的编程技术,尤其是对旋转轴的控制和路径的优化。
- 操作人员需要具备较高的数控编程和加工经验,以确保加工精度和效率。
### 8. **适用范围广**
- 四轴加工适用于多种材料,包括金属(如铝、钢、钛合金)、塑料、复合材料等。
- 广泛应用于、汽车制造、模具制造、器械等行业。
### 9. **与五轴加工的区别**
- 相比五轴加工,四轴加工缺少一个旋转轴,因此在加工某些其复杂的零件时可能受到限制。
- 然而,四轴加工在成本和技术门槛上更具优势,适合大多数复杂零件的加工需求。
### 总结
四轴零件加工以其高精度、率和多角度加工能力,成为复杂零件制造的重要技术。它在减少装夹次数、提高加工灵活性和降方面具有显著优势,广泛应用于多个工业领域。

五轴联动加工是一种的数控加工技术,具有以下特点:
1. **高精度和复杂曲面加工能力**:
五轴联动加工可以同时控制五个坐标轴(X、Y、Z和两个旋转轴),能够实现复杂曲面的高精度加工,适用于、汽车、模具等领域的高精度零件制造。
2. **减少装夹次数**:
传统三轴加工需要多次装夹来加工复杂零件,而五轴联动加工可以在一次装夹中完成多面加工,减少了装夹误差,提高了加工效率和精度。
3. **提高加工效率**:
五轴联动加工可以通过优化路径,减少空行程和加工时间,同时可以使用更短的,提高切削稳定性和加工效率。
4. **的表面质量**:
五轴联动加工可以保持与工件表面的角度,减少振动和切削力,从而获得的表面光洁度和加工质量。
5. **加工灵活性高**:
五轴联动加工可以处理复杂几何形状的零件,包括深腔、窄缝、倒扣等传统加工难以完成的部位。
6. **减少磨损**:
通过优化角度和切削路径,五轴联动加工可以延长寿命,降低加工成本。
7. **应用范围广**:
五轴联动加工适用于多种材料,包括金属、复合材料、塑料等,广泛应用于、器械、能源设备、模具制造等行业。
8. **技术要求高**:
五轴联动加工对机床、编程和操作人员的技术要求较高,需要复杂的编程和的机床控制。
总之,五轴联动加工是一种、高精度的加工技术,特别适合复杂零件的制造,能够显著提高生产效率和产品质量。
不锈铸件机加工具有以下几个显著特点:
### 1. **高硬度和耐磨性**
- 不锈钢铸件通常具有较高的硬度和耐磨性,这使得它们在加工过程中对的磨损较大。因此,需要选择适合的材料和加工参数,以提高寿命和加工效率。
### 2. **加工硬化倾向**
- 不锈钢在加工过程中容易发生加工硬化,特别是在切削过程中,材料表面会变得更硬,增加切削难度。这要求采用适当的切削速度和进给量,以避免过度硬化。
### 3. **导热性差**
- 不锈钢的导热性较差,加工过程中产生的热量不易散发,容易导致工件和温度升高,影响加工精度和寿命。因此,通常需要使用冷却液或切削液来降低温度。
### 4. **粘附性强**
- 不锈钢材料在加工过程中容易粘附在上,形成积屑瘤,影响加工表面质量和性能。因此,需要选择具有良好抗粘附性的涂层,并保持适当的切削参数。
### 5. **表面质量要求高**
- 不锈钢铸件通常用于对表面质量要求较高的场合,因此加工过程中需要特别注意表面光洁度和尺寸精度。这可能需要采用精加工或抛光工艺来达到所需的质量标准。
### 6. **选择**
- 由于不锈钢的加工特性,通常需要使用硬质合金、陶瓷或涂层。的几何形状和切削参数也需要根据具体的不锈钢材料进行调整。
### 7. **工艺复杂性**
- 不锈钢铸件的加工工艺相对复杂,需要综合考虑材料特性、加工设备和工艺参数。合理的工艺设计可以有效提高加工效率和产品质量。
### 8. **成本较高**
- 由于不锈钢材料的加工难度较大,损耗较快,加工成本相对较高。因此,优化加工工艺和选择合适的材料是降的关键。
### 9. **耐腐蚀性**
- 不锈钢铸件具有良好的耐腐蚀性,因此在加工过程中需要注意防止污染和腐蚀,确保加工后的零件仍保持其耐腐蚀性能。
总的来说,不锈铸件机加工需要综合考虑材料特性、选择、加工参数和工艺设计,以确保加工质量和效率。
http://www.hfmaiqi.com


















