公差0.03
压制方式高压铸造
加工设备CNC加工中心
加工精度精加工
变形温度360
是否库存是
烧结温度305
加工材料铝合金,铜,不锈钢,钛合金
CNC四轴加工是在传统三轴加工(X、Y、Z轴)的基础上,增加了一个旋转轴(通常是A轴或B轴),从而实现更复杂的加工能力。以下是CNC四轴加工的主要特点:
### 1. **加工复杂几何形状**
- 四轴加工可以通过旋转工件或,实现更复杂的几何形状加工,例如螺旋槽、曲面、倾斜孔等。
- 特别适合加工具有不规则形状或需要多角度加工的零件。
### 2. **减少装夹次数**
- 传统三轴加工需要多次装夹工件以完成不同角度的加工,而四轴加工可以通过旋转轴实现多面加工,减少装夹次数,提率。
- 减少装夹次数还能降低误差,提高加工精度。
### 3. **提高加工效率**
- 四轴加工可以同时进行多轴联动,完成复杂工序,减少加工时间。
- 对于某些零件,四轴加工可以一次完成多个面的加工,避免多次换刀或重新定位。
### 4. **更高的精度和一致性**
- 通过减少装夹次数和优化加工路径,四轴加工可以提高零件的加工精度和一致性。
- 适用于对精度要求较高的、器械等领域。
### 5. **适用于多种材料**
- 四轴加工可以处理金属、塑料、复合材料等多种材料,适用于不业的加工需求。
### 6. **灵活性强**
- 四轴加工可以通过编程实现复杂的加工路径,适应不同形状和尺寸的工件。
- 特别适合小批量、多品种的定制化生产。
### 7. **降低人工干预**
- 四轴加工可以实现自动化操作,减少人工干预,降低劳动强度和生产成本。
### 8. **应用领域广泛**
- 四轴加工广泛应用于、汽车制造、模具制造、器械、艺术品加工等领域。
- 特别适合加工叶轮、螺旋桨、涡轮叶片等复杂零件。
### 9. **成本较高**
- 四轴加工设备和编程成本相对较高,适合对加工精度和复杂度要求较高的场合。
- 对于简单零件,三轴加工可能更具成本效益。
### 10. **对编程和操作要求高**
- 四轴加工需要更复杂的编程和操作技能,对技术人员的要求较高。
- 需要熟练掌握CAD/CAM软件和机床操作。
总之,CNC四轴加工在复杂零件加工、提率和精度方面具有显著优势,但同时也需要更高的设备投入和技术支持。
零配件机加工是指通过机械设备对原材料进行切削、成型、钻孔、磨削等加工工艺,以制造出符合设计要求的零配件。其特点主要包括以下几个方面:
### 1. **高精度**
- 机加工设备(如数控机床、车床、铣床等)能够实现高精度的加工,确保零配件的尺寸、形状和表面质量符合严格的公差要求。
- 数控技术(CNC)的引入进一步提高了加工精度和一致性。
### 2. **灵活性**
- 机加工适用于多种材料,包括金属(如钢、铝、铜)、塑料、复合材料等。
- 可根据不同的零配件需求,灵活调整加工工艺和参数。
### 3. **复杂形状加工**
- 机加工能够处理复杂的几何形状,如曲面、内孔、螺纹等,满足多样化的设计需求。
- 多轴数控机床可以实现更复杂的加工任务。
### 4. **表面质量高**
- 通过精加工(如磨削、抛光等),可以获得高表面光洁度,减少后续处理的成本。
- 表面处理(如镀层、喷涂等)可进一步提高零配件的性能。
### 5. **批量生产与定制化结合**
- 适合大规模生产,通过标准化流程提率。
- 也可实现小批量或单件定制化生产,满足特殊需求。
### 6. **材料利用率高**
- 通过合理设计加工工艺,减少材料浪费,降。
- 废料可回收再利用,。
### 7. **自动化程度高**
- 现代机加工设备普遍采用自动化技术,减少人工干预,提高生产效率和一致性。
- 智能化技术(如工业机器人、AI)进一步提升了加工过程的自动化水平。
### 8. **加工范围广**
- 从微型零件(如精密仪器零件)到大型工件(如机械设备部件)均可加工。
- 适用于多种行业,如汽车、、电子、等。
### 9. **成本与效率平衡**
- 对于高精度、量要求的零配件,机加工具有较高的性价比。
- 通过优化工艺和设备,可以降低加工时间和成本。
### 10. **技术依赖性强**
- 机加工对设备、和工艺技术的要求较高,需要的技术人员操作和维护。
- 技术进步(如高速加工、复合加工等)不断推动行业发展。
总之,零配件机加工以其高精度、灵活性和广泛适用性,成为现代制造业中的工艺手段。

精密CNC加工是一种高精度、率的加工技术,广泛应用于、汽车制造、器械、电子设备等领域。其主要特点包括:
### 1. **高精度**
- 精密CNC加工能够实现微米级甚至纳米级的加工精度,确保零件的尺寸、形状和位置公差达到高的标准。
- 通过计算机控制,减少了人为误差,提高了加工的一致性和可靠性。
### 2. **高自动化**
- CNC加工过程由计算机程序控制,自动化程度高,减少了人工干预,提高了生产效率。
- 可以实现连续加工、多工序集成,减少工件装夹次数,降低误差积累。
### 3. **高重复性**
- 通过数控编程,CNC加工可以实现大批量生产,且每个零件的加工精度和一致性都能得到保证。
- 同一程序可以多次运行,确保加工结果的高度一致。
### 4. **复杂形状加工能力强**
- CNC加工可以处理复杂的几何形状,如曲面、螺旋、内腔等,传统加工方法难以完成的零件也能轻松实现。
- 支持多轴联动(如3轴、4轴、5轴加工),能够加工出更复杂的零件。
### 5. **材料适用性广**
- CNC加工可以处理多种材料,包括金属(如铝、钢、钛合金)、塑料、陶瓷、复合材料等。
- 针对不同材料,可以通过调整加工参数(如切削速度、进给量等)实现加工效果。
### 6. **高生产效率**
- CNC加工速度快,且可以连续运行,大大缩短了生产周期。
- 一次装夹即可完成多道工序,减少了传统加工中的多次装夹和调整时间。
### 7. **灵活性高**
- 通过修改数控程序,可以快速适应不同零件的加工需求,特别适合小批量、多品种的生产模式。
- 新产品的开发周期短,能够快速响应市场需求。
### 8. **量表面处理**
- CNC加工能够实现高表面光洁度,减少后续抛光、打磨等工序的需求。
- 通过控制切削参数,可以避免加工过程中的毛刺、变形等问题。
### 9. **节能环保**
- CNC加工过程中,切削液和的使用更加,减少了资源浪费。
- 自动化加工减少了人工操作,降低了劳动强度和安全风险。
### 10. **集成化与智能化**
- 现代CNC加工设备通常集成了传感器、监控系统和人工智能技术,能够实时监测加工状态,自动调整参数,提高加工质量和效率。
- 支持与CAD/CAM软件的无缝对接,实现从设计到加工的一体化流程。
总之,精密CNC加工以其高精度、率、高灵活性等特点,成为现代制造业中的核心技术。

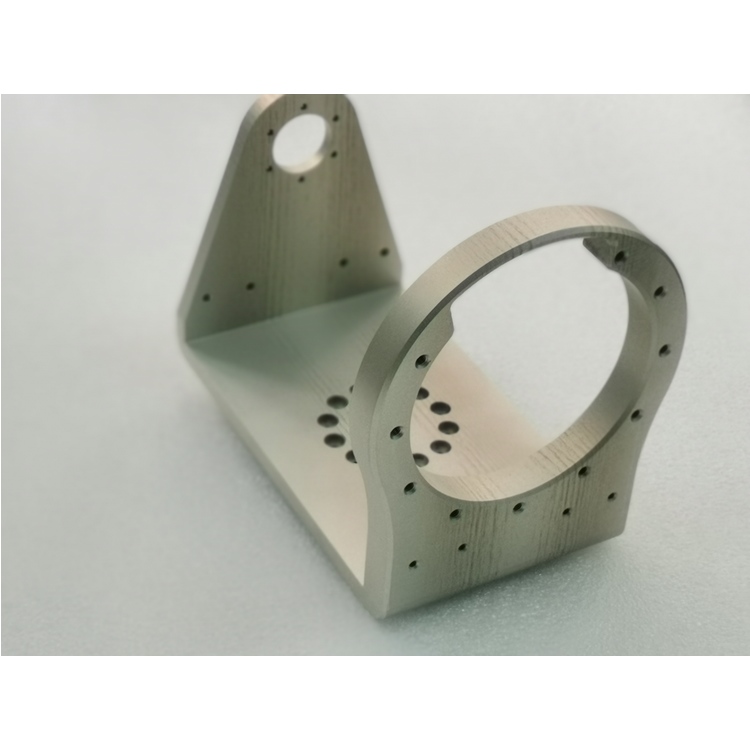
通讯腔体加工是一种高精度的机械加工过程,主要用于制造通讯设备中的腔体结构。其特点主要包括以下几个方面:
### 1. **高精度要求**
- **尺寸精度**:通讯腔体的尺寸精度要求高,通常需要达到微米级别,以确保信号的稳定传输和设备的正常工作。
- **表面光洁度**:腔体内部的表面光洁度要求高,以减少信号传输中的损耗和反射。
### 2. **复杂结构**
- **多腔体设计**:通讯腔体通常由多个腔室组成,每个腔室可能有不同的形状和尺寸,加工时需要控制各个腔室之间的相对位置和尺寸。
- **薄壁结构**:为了减轻重量,通讯腔体通常采用薄壁设计,这对加工过程中的刚性和稳定性提出了更高的要求。
### 3. **材料选择**
- **高导电性材料**:通讯腔体通常采用高导电性材料,如铝合金、铜合金等,以确保良好的电磁屏蔽性能。
- **耐腐蚀性**:某些通讯腔体可能需要具备耐腐蚀性,因此会选用不锈钢或表面处理过的材料。
### 4. **加工工艺**
- **CNC加工**:通讯腔体的加工通常采用数控机床(CNC)进行,以确保高精度和复杂的几何形状。
- **电火花加工**:对于一些特别复杂的内部结构或难以用传统机械加工完成的部位,可能会采用电火花加工(EDM)技术。
- **表面处理**:加工完成后,通常需要进行表面处理,如镀银、镀金等,以提高导电性和耐腐蚀性。
### 5. **质量控制**
- **严格检测**:通讯腔体加工完成后,需要进行严格的质量检测,包括尺寸检测、表面光洁度检测、导电性检测等。
- **无尘环境**:某些高精度通讯腔体的加工和装配需要在无尘环境中进行,以防止灰尘和杂质影响性能。
### 6. **成本与效率**
- **高成本**:由于高精度和复杂结构的要求,通讯腔体的加工成本通常较高。
- **率**:为了提高生产效率,通常会采用自动化加工设备和工艺,如多轴数控机床、自动化检测设备等。
### 7. **应用领域**
- **微波通讯**:通讯腔体广泛应用于微波通讯设备中,如滤波器、谐振器、天线等。
- **系统**:在系统中,通讯腔体用于制造波导、天线罩等关键部件。
总的来说,通讯腔体加工是一项技术含量高、工艺复杂的制造过程,需要综合运用多种加工技术和质量控制手段,以确保终产品的高性能和可靠性。

陶瓷焊接加工是一种用于连接陶瓷材料的特殊工艺,具有以下特点:
### 1. **高难度性**
- 陶瓷材料通常具有高硬度、脆性和低延展性,焊接过程中容易产生裂纹或断裂,因此对工艺要求高。
### 2. **高温需求**
- 陶瓷的熔点通常较高,焊接时需要高温环境,有时甚至需要借助激光、电子束等技术来实现。
### 3. **特殊焊接方法**
- 常用的陶瓷焊接方法包括:
- **扩散焊接**:通过高温和压力使陶瓷表面原子扩散形成连接。
- **活性金属钎焊**:使用活性钎料(如钛、锆等)改善陶瓷与金属或陶瓷之间的润湿性。
- **激光焊接**:利用高能激光束实现局部加热和熔化。
- **超声波焊接**:通过超声波振动产生热量实现连接。
### 4. **材料匹配性要求高**
- 陶瓷与金属或其他陶瓷的焊接需要材料的热膨胀系数、化学相容性等性能相匹配,否则容易产生应力或失效。
### 5. **接头质量关键**
- 焊接接头的强度、气密性和耐腐蚀性是衡量焊接质量的重要指标,需要严格控制工艺参数。
### 6. **应用领域广泛**
- 陶瓷焊接加工广泛应用于、电子、器械、能源等领域,如陶瓷基复合材料、高温传感器、燃料电池等。
### 7. **设备和技术要求高**
- 需要高精度的设备和的技术支持,如真空环境、的温度控制和压力控制等。
### 8. **成本较高**
- 由于工艺复杂、设备昂贵,陶瓷焊接加工的成本通常较高。
总之,陶瓷焊接加工是一项技术密集型工艺,需要综合考虑材料特性、工艺方法和应用需求,以实现量的连接效果。
非标王金件加工,通常指的是非标准、定制化的金属零件加工,其特点主要体现在以下几个方面:
### 1. **高度定制化**
- 非标王金件加工是根据客户的具体需求进行设计和生产的,通常没有现成的标准规格可供参考,因此需要根据客户提供的图纸或要求进行定制化加工。
### 2. **复杂的工艺要求**
- 由于是非标准件,加工过程中可能需要采用多种工艺,如车削、铣削、磨削、钻孔、焊接、热处理等,工艺复杂且技术要求较高。
### 3. **高精度要求**
- 非标王金件通常用于精密设备或特殊场合,因此对尺寸精度、表面光洁度、形位公差等有较高要求,加工过程中需要严格控制质量。
### 4. **材料多样性**
- 非标王金件加工可能涉及多种金属材料,如不锈钢、铝合金、铜合金、钛合金等,不同材料的加工性能和工艺要求各不相同。
### 5. **小批量生产**
- 非标件通常是按需定制,生产批量较小,甚至可能是单件生产,因此生产成本相对较高。
### 6. **灵活性强**
- 加工过程中需要根据实际情况灵活调整工艺和设备,以适应不同的形状、尺寸和材料要求。
### 7. **交货周期较长**
- 由于需要定制设计和加工,非标王金件的生产周期通常比标准件更长,尤其是对于复杂零件,可能需要多次试制和调整。
### 8. **成本较高**
- 非标件加工涉及定制设计、复杂工艺和小批量生产,因此单位成本通常高于标准件。
### 9. **质量检测严格**
- 由于非标件通常用于关键部位,质量检测要求严格,可能需要使用三坐标测量仪、投影仪等精密检测设备。
### 10. **技术要求高**
- 加工非标王金件需要具备丰富的经验和的技术,包括对材料性能、加工工艺、设备操作等方面的深入理解。
### 应用领域
非标王金件广泛应用于、汽车制造、器械、电子设备、模具制造等高精度、高技术要求的行业。
总之,非标王金件加工是一项技术含量高、工艺复杂、灵活性强的定制化服务,需要具备的技术和设备支持。
http://www.hfmaiqi.com